3422 丸順 匠の技で掴んだEV事業の商機~冷間プレス加工の限界へ挑む!! レポートby相川伸夫
◆はじめに
丸順は名証二部に上場している知る人ぞ知る自動車部品のプレス加工会社です。
※内容が長文かつマニアックなので、流し読みで赤字だけ読み、興味があればしっかり読むことをオススメします。
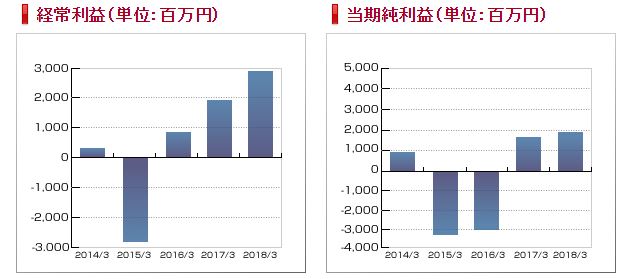
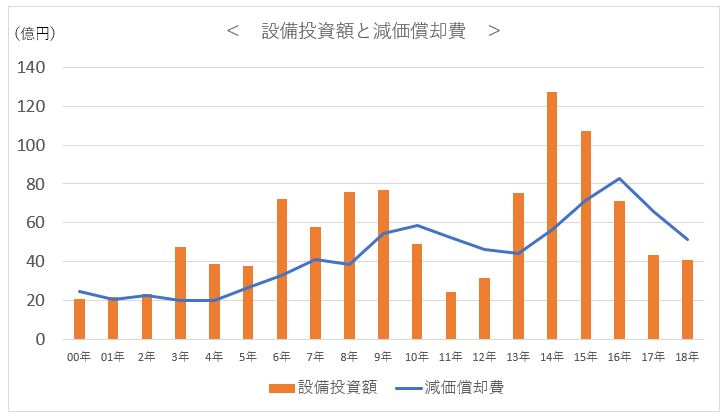
同社は13年から設備投資のアクセルを踏み、拡大路線を急速に進めました。しかし狙いとは裏腹に15年にタイと北米で約16億と約13億の赤字。経営に黄色信号が点灯したことから丸順構造改革プラン(日本人員40%人員削減、北米撤退決定&必須資産以外ほとんどを売却、日本国内に点在する工場は岐阜へ集約)を掲げ、痛みを伴う構造改革を決断しました。
翌年16年はタイのみ約9億円の赤字。連結での経常利益は8億の黒字でしたが、減損損失35億円(リストラでの退職金加算金や工場集約と北米撤退など)が響き、30億円の純損失。この年で痛みを伴う改革の9割は終わりましたが、二期にわたる30億超えの赤字は同社の自己資本比率を4%まで落とし、『継続企業の前提に関する重要事象』が17年3月期から付くようになります。
構造改革の進行から経営は好転し、18年1月に上記『重要事象』を解消しました。
【継続企業の前提に関する『注記』or『重要事象』】についての大事な解説
本編から少し脱線しますが、決算開示資料において上記の項目が目次にあります。これは『倒産するかもしれない危険性』についてを表しています。
- 継続企業の前提=英語でgoing concern⇒よって、この項目の事を『GC注記』とも呼びますので、投資をする場合絶対に覚えておいてください!!!GC注記がある=経営的倒産リスクがあるからです。
- 証券用語解説(継続企業の前提)へのリンク(それ、野村に聞いてみよう♪)
https://www.nomura.co.jp/terms/japan/ke/keizokukigyou.html
- 大塚家具の第2四半期決算短信で初のGC注記が付いたことでも話題になりました
https://www.idc-otsuka.jp/company/ir/tanshin/h-30/h30-08-14.pdf
一方紛らわしいのが、上記GC注記の一歩手前の状態を示す【継続企業の前提に関する重要事象】という場合です。
これは決算資料の目次【継続企業の前提に関する注記】に『該当事項はありません』と記載があり、その開示資料のどこかに【継続企業の前提に関する重要事象】という表現があるものを指しています。GC注記を付けるまでには至らないけれど、経営リスクがある場合に付けられます。
↓話を戻します
なぜ、つい最近まで倒産する可能性があった会社を記事として掲載するのか??
それはこの会社、丸順が当時とは大きく異なる魅力を持った会社に生まれ変わろうとしており、色々と調べた結果『メチャクチャ面白い会社!!』と感じたからです(笑)。この度、名証IRにて<営業・技術・人事・経営企画・取締役>の方々からアツい想いを感じました。その後、上石津工場を見学させて頂き、生産現場、金型加工現場、管理と経営についてのお話を聞き、執筆させて頂くに至りました。
丸順という会社が成長に向けて頑張る熱量のその10分の1でも伝えられれば幸いです(笑)
◆丸順を読み解くポイントは3つ!
- 自動車軽量化のカギ、超ハイテン(超高張力鋼板)の冷間プレス加工
- 電動化部品事業(EV関連)であるバッテリーケースの受注拡大
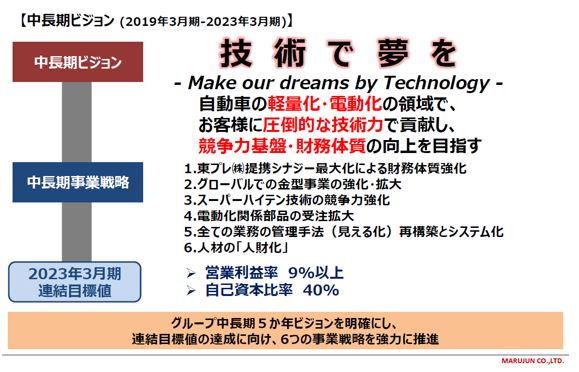
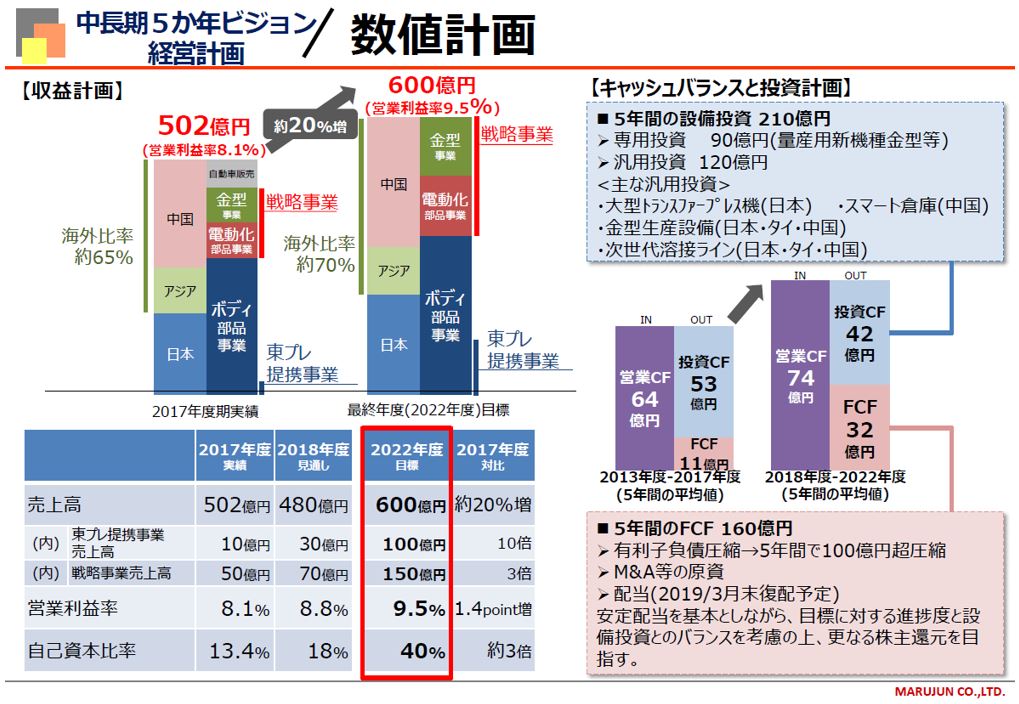
- 中長期5か年ビジョンに対する本気度
一般の人からすれば『鉄は鉄』、つまり化学式で言うところの『Feの鉄』をイメージされますが、『鉄』というのはそんな単純な代物ではありません。鉄の歴史は紀元前1500年のヒッタイトが始まりとも言われ、それから3500年を超えた今でも鉄は研究され続けており、その一つがこの記事の主役である<ハイテン>という鉄鋼です。
今回は鋼の持つロマンについて多く触れます(笑)
丸順ってどんな会社?
同社の祖業は1960年、自動車部品の金型製作及び販売事業が発祥であり、ホンダに対し当時は金型を納めていました。その後、金型だけではなく部品を直接プレス加工するようになり、サブASSY(部品を事前に組み付けておくこと)をして納入する現在のビジネスモデルとなりました。
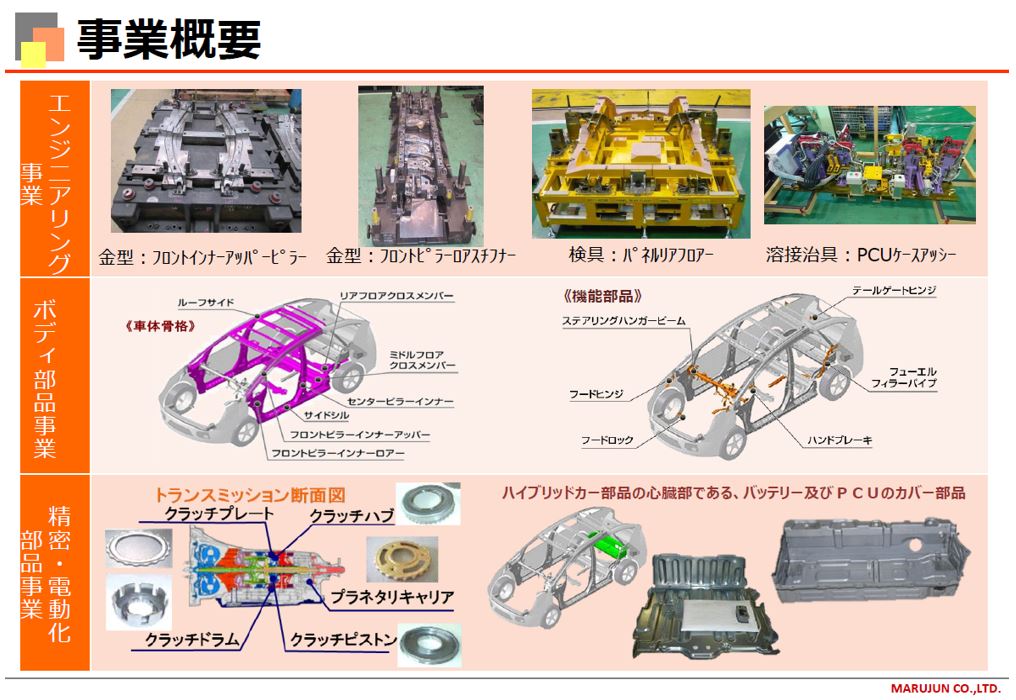
丸順は金型(製品をプレスするために必要な道具)を自社で加工できる設備を持ち、プレス加工や溶接ができる量産設備を持ち、製品の良品判断をするための検査ゲージまで手掛けています。
つまり、<金型設計⇒金型加工⇒金型整備⇒部品量産⇒検査⇒得意先>を一気通貫で自社完結できるという点に大きな特徴があるのです。(※金型加工だけ外注ってのはよくあるパターンです)
サラッと流してしまいがちなこの特徴が、後述する『冷間プレスで世界初の超ハイテン外板部品の量産化』の技術へと繋がります。
また、上記の中期経営計画は大変意欲的でありながらも達成できる可能性は十分に高いというのが会社側からのコメントであり、私個人としてもこの数字は達成できる可能性が十分高いと感じました
売上の約70%はホンダ向けの事業

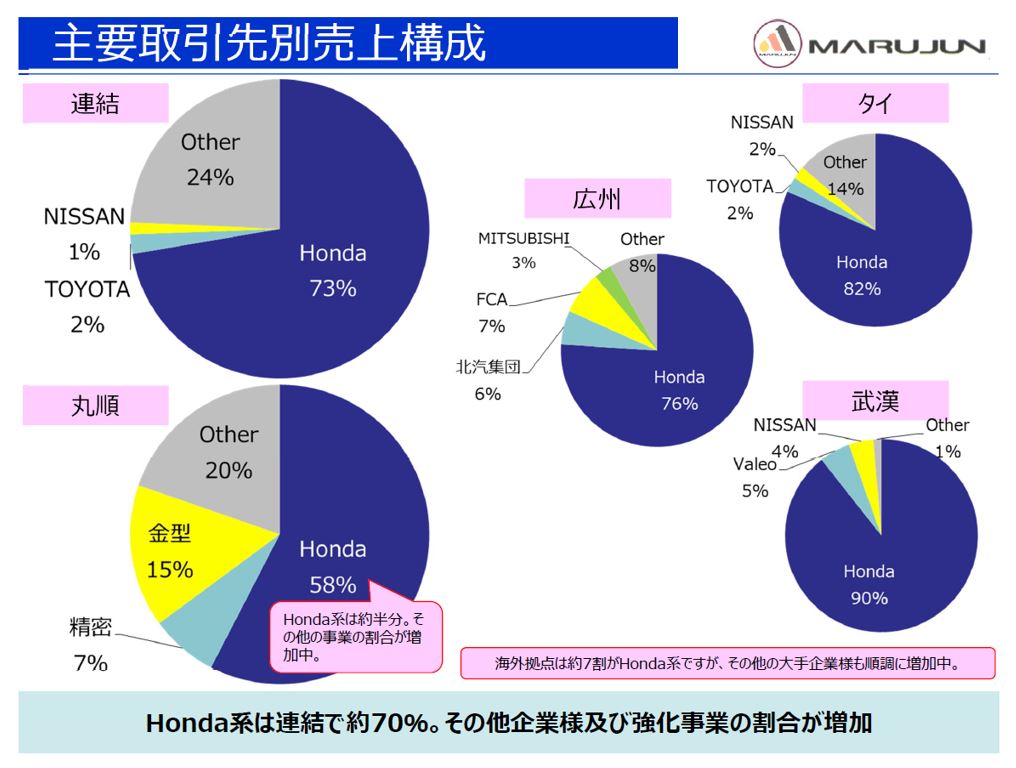
15年からの構造改革により工場集約化が進み、現時点での海外生産工場はタイと中国(武漢と広州)の3拠点になりました。
また、同社の売上に占めるホンダの割合が約70%と高く、ホンダの販売台数の影響(タイ・中国・日本での売れ行きが重要)があります。
◆自動車軽量化のカギ、超ハイテン(超高張力鋼板)の冷間プレス加工
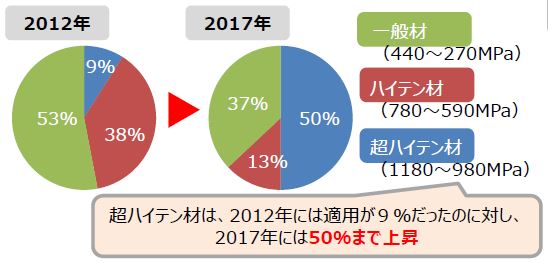
自動車業界では「ボディーのハイテン化が進んでいる」「車体のハイテン化率は4~6割」なんて言われたりしていますが、この『ハイテン』とは何なのでしょうか?
- 冷間プレス加工で世界初超ハイテン外板部品の量産化、新型N-BOXに採用のお知らせ(2017年10月31日)
http://www.marujun.co.jp/pdf/2017/20171031a.pdf
これは相当にすごいことです。特に『超ハイテンを冷間加工で量産』と『外板部品』の二つがミソになります。
『ハイテン』とはそもそも何なのか?
- High Tensile Strength Steel ⇒ 略してハイテン
引っ張り強度(ちぎれるまで引っ張った時の力の大きさ)が一般の鉄に比べて高い鉄の事をさします。
鉄は非常に面白い特性をしていて、炭素やマンガン、クロムやニッケル等の元素を鉄(Fe)に混ぜる事で様々な特性を持つようになります。ハイテンもそうした添加物を調整してつくられた鉄鋼です。
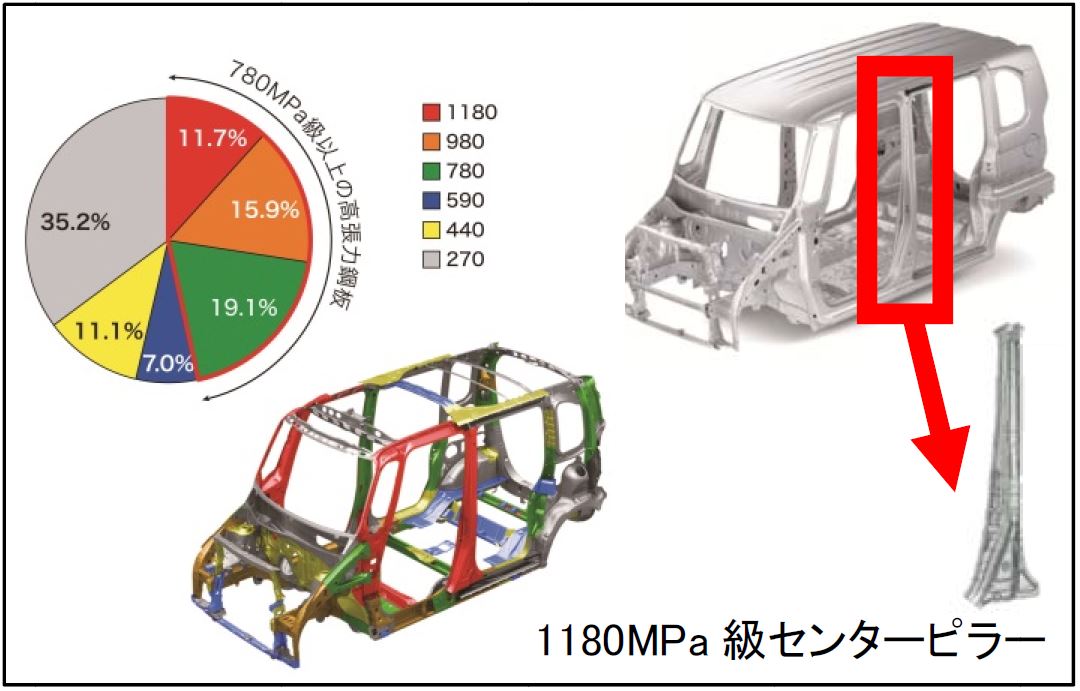
名証IRのブースでも上記のセンターピラーの現物展示をしており、しわもかじりもなく品質が高いと感じました。
『1180MPa』の単位が台風の気圧みたいに感じるかと思いますが、これは引っ張り強度を表している単位で、
[ 1 MPa=1 N/mm2 ]は同じ値です。
※N(ニュートン)=力の大きさの単位、/mm2=断面積当たり
つまり「1平方ミリメートル当たりのちぎれるまで引っ張って耐えられる限界の力の大きさ= MPa」となります)
世の中で最も大量に出回っている鉄(安い鉄)といえば、一般構造用圧延鋼材である『SS材』です。
例えば『SS400』なんかはとってもポピュラーなごく普通の一般的な鉄です。
『SS』が一般構造用圧延鋼材である事を示し、その後の数字『400』は引っ張り強度が400Mpa(N/mm2)である事を示しています。
ハイテンと呼ばれるのは引っ張り強度が590MPa以上の鉄の事を指しており、さらに強い(硬い)980MPa以上の鉄を超ハイテンと呼んでいます。(ちなみにハイテンと超ハイテンの境目の明確な数値がJISなどで決まっているわけではないので数十MPa程度は人や業界によって違うそうです。)
なぜ、自動車業界でハイテン化が進むのでしょうか?
N(力の大きさニュートン)で説明しても、1Nがどれくらいかがイメージが付きにくいと思うので、日頃馴染みがある重量を使って説明します。
MPaは引っ張り強度なので、針金でおもりを持ち上げるイメージが伝わりやすいかと思います
◆ 例えば120Kgのおもりを針金で持ち上げようとしたら…
- SS400⇒3mm2の太さが必要
- ハイテン1180MPa⇒1mm2の太さが必要
SS400に対してハイテン1180MPaなら3分の1の太さで済む
=3分の1の重さまで軽量化できるのです。
車両に求められる強度計算はMPaだけで成り立つわけではないですが、20年前の車のボディー骨格で使われていた鉄板の厚みは場所にもよりますが3~5mmありました。今は1mmちょっとまで薄く出来ました。これがハイテン化の効果です。
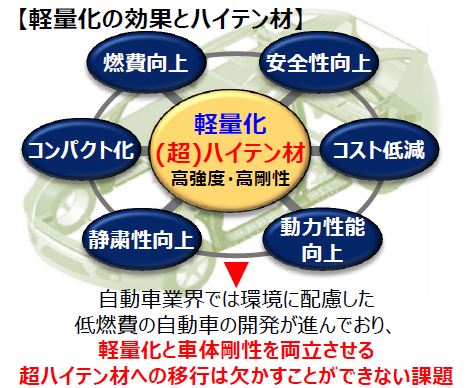
- 部材強度を倍に出来れば鉄板の厚み(鉄板重量)は半分に出来る可能性がある
乗り物の燃費は重さが大きく影響するので、強くて軽い材料へのニーズは世界から尽きることは永遠に無い⇒100Kg軽くすると燃費は1Km/L良くなると言われている
また、自動車の衝突安全性能は年々厳しくなっていくので、自動車業界における大きなニーズとして衝突安全性があります
1993年には正面衝突試験、CMで認知度が高まったオフセット前面衝突試験は2009年導入、側面衝突試験・後面衝突頚部保護性能試験なども導入されました。
衝突試験での破損具合やダミー人形のダメージなどから車両の安全度は点数化されるようになり、完成車メーカーは軽くて、強くて、生産コストの安い材料が求めています。
(出典: 独立行政法人自動車事故対策機構 http://www.nasva.go.jp/mamoru/index.html)
従って、超ハイテンに対する需要はとても高いのです!!
冷間加工とホットスタンプ
次に超ハイテンを丸順が冷間加工(常温で加工という意味)で成形できる技術力が凄い理由についてです。
冷間加工とは何か?
- 『冷間』というのは冷却等の意味ではなく、常温で金属加工する事です。
引っ張り強度の高い超ハイテンは硬い(伸びにくい)です。名証IRで展示してあった手曲げで硬さを体感する板材サンプルを触った方はよく知っている事と思います。
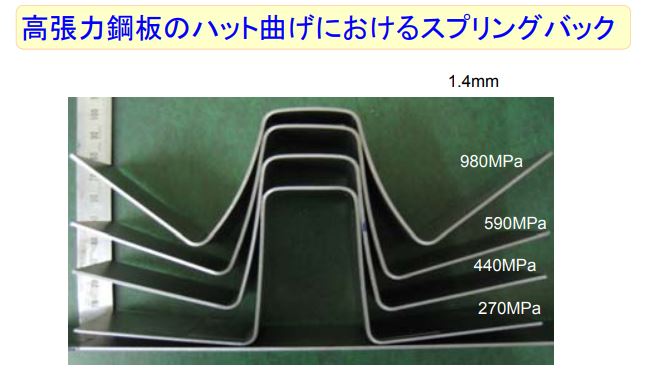 (出典: 豊橋化学技術大学 森 謙一郎氏『高張力鋼部材のプレス成型技術』より事例紹介
(出典: 豊橋化学技術大学 森 謙一郎氏『高張力鋼部材のプレス成型技術』より事例紹介
http://www.chubu.meti.go.jp/jisedai_jidoushiya/forum/pdf/120323data_02.pdf)
上記画像は[同じ金型×同じ厚みの板材×引っ張り強度の違う鋼材]を冷間プレスしたときの結果です。強度が上がるにつれて柔らかい材質をプレスした一番下の形状からかけ離れていきます。一番上の980MPaの超ハイテン材は、一般材の270MPaに比べて非常に硬いためにスプリングバック(成形される前の形状に戻ろうとする現象)が大きくなります。
超ハイテン材の一番上の材料で一番下の一般材のような仕上がりにするためには、金型の角をもっと食い込ませるような形状にしたり、工程を増やす(先にコの字に成形してからハットの部分を成形する等)などの工夫が必要です
次に、たとえば鉄板を90度直角に曲げようとした時
- 一般材の鉄を90度に曲げる⇒スプリングバックで狙い角度に対して2度戻った
- 超ハイテンで90度曲げる⇒スプリングバックで狙い角度に対して30度戻った
⇒したがって、超ハイテンで直角に成形したいなら少なくとも120度は曲げる必要がある!
(実際には力技でやっても超ハイテンは硬くて伸びない為に『しわ・割れ』などの不具合も発生しやすく、既存のプレス工法の深絞りなどに頼った力技では到達できない領域にあり、金型設計の工夫とプレスの打ち方などのノウハウが必要です)
なんとなく冷間加工で超ハイテンを加工する難しさが伝わったでしょうか?
金型設計が難しいのはいくらシュミレーションして設計しても、実際にプレスしてみると狙い100%なんてことはあり得ないことです。
プレスの仕上がりは製品形状、超ハイテンの強度、プレスの打ち方などが複雑に絡み合った結果なので、量産金型の整備・調整にはトライ&チェックを繰り返す人の力が必要不可欠です。こうした現場ではまだまだ当分先までAIより匠の技が活躍することでしょう。
ホットスタンプとは何か?
超ハイテンを冷間加工するのは大変困難なので、これを解決する技術として『ホットスタンプ』という工法が進歩しました。(超ハイテンとはあくまで引っ張り強度の高さで呼ばれています。厳密には材料の名称を指しているのではないです)
鍛冶職人が金づちで日本刀を作る動画を見たことがある人は多いと思います。金づちで鉄を伸ばすときは真っ赤に焼いて熱した状態で叩きます。キャラメルに熱を加えると柔らかくなるようなもので、刀の鉄も高温で熱して柔らかくしている時に叩いて成形しないと粉々になってしまいます。
刀の形状が最終形状になったくらいのタイミングで鍛冶職人は刀を真っ赤に焼き、水に入れて急速に冷やします。これは『焼き入れ』と呼ばれる大事な熱処理工程です。
厳密な言い方をすると実は日本刀というのは合金です。というか世の中の『鉄』と認識しているそのほとんどがFe単体の純鉄で使われていることはめったにありません。炭素を0.04%~2%が含有したものを『鋼(ハガネ)』または『鋼鉄・鉄鋼』と呼び、炭素が入るだけで強靭かつ、先ほどの焼き入れをする事によりすさまじく硬くなります。(ちなみに日本刀は1~1.5%の炭素含有量と言われています。)
ホットスタンプとは『熱を加えて柔らかくする⇒冷やして硬くする』をプレス工程で行う工法です。
- …材料を真っ赤に焼く(電熱が主流)
- …金型でプレスする
- …急速に冷却して形状を安定させます(金型内に水を循環させるなどの特殊な装置)
材料が焼き入れされることにより加工前は例えば300MPaとかだった板材(ホットスタンプに適した配合の鉄)が1500MPa等の超ハイテンに化けます。
ホットスタンプが凄く優れていると思うかもしれませんがこれも万能ではありません。ホットスタンプのデメリットは特にコスト面が極めて悪い事にあり、超ハイテンで部品を作りたいけど冷間加工だと難しくて出来ないから仕方なくホットスタンプで加工するしかないというそういった事情もあります。
もちろんホットスタンプでしか作れない領域である現状の1500MPa以上の製品や冷間加工だと極めて難易度が高い形状もプレスできるというメリットもあります
生産コストは冷間プレスが圧倒的に有利
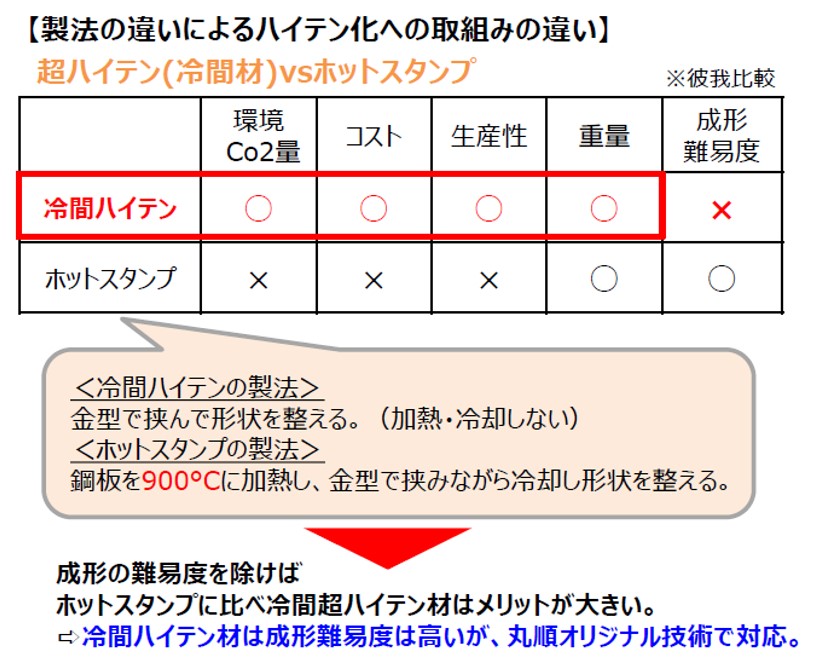 同じ強度の超ハイテンが冷間とホットスタンプのどちらでもできるとした場合の生産コストの差は少なくとも5倍、もしかすると10倍以上違う可能性もあります。なぜならホットスタンプは1分間で4台~5台分しか生産出来ないのに対して、冷間プレス加工の場合は20台生産できます。
同じ強度の超ハイテンが冷間とホットスタンプのどちらでもできるとした場合の生産コストの差は少なくとも5倍、もしかすると10倍以上違う可能性もあります。なぜならホットスタンプは1分間で4台~5台分しか生産出来ないのに対して、冷間プレス加工の場合は20台生産できます。
これだけで4倍は差が開きます。これに加えて、ホットスタンプの場合
- 900度まで母材を加熱する電熱コストと巨大な炉
- 加工後の冷却スペース、スケール(酸化層)除去のための付帯設備が必要
- ホットスタンプ後の部品加工が困難(焼き入れ鋼が硬すぎる)
- 機械、金型が複雑な機構となるためにイニシャルコストが高い
- 加熱⇒冷却⇒加熱の金型の寿命が短い。
- 設備が大型になる(場所が広くなるために土地代が高くて狭い日本ではとても不利)
以上の理由により、冷間プレス加工で超ハイテンが量産できれば、生産コスト的にも圧倒的に有利なのです。
実現困難な超ハイテンを冷間プレス加工で量産納入
- ホンダ「N-BOX」シリーズが2018年上半期 新車販売台数 第1位を獲得
https://www.honda.co.jp/news/2018/4180705a.html
↑※『登録車を含む一位』という意味は日本国内の新車販売台数で軽以外でも一番売れたという意味です。

丸順はただでさえ困難な1180MPaの超ハイテンを複雑形状の外板部品(寸法精度要求に加え、見える部材なので外観品質要求精度を高く求められる)で、現在日本で一番売れているN-BOXで量産しています。
- ホンダ、「N-BOX」のボディーを15%軽く、センターピラー外板に1.2GPa級鋼板
https://tech.nikkeibp.co.jp/dm/atcl/mag/15/400480/091900085/
ホンダもこの共同開発の成果を目玉として大きくPRしています。
個人的には<超ハイテン×冷間プレス加工×外板部品>は現在丸順にしか出来ない(チャレンジしたがらない)と思いますし、現状の他のプレスメーカーはチャレンジすらしてこない(仕事を受注して精度が出せないと大変な目にあう)と思います。
これらの背景からも、丸順はホンダにとって大切なビジネスパートナーであり、今後も丸順の冷間プレス加工技術(金型設計・加工技術)の高さから中期経営計画の前提である受注獲得は比較的安心だと感じたのです。
冒頭に特徴として触れたように、丸順の工場には金型を自動溶接する機械も加工する機械も整備用のプレス機もすべてそろっています。冷間プレス加工で超ハイテン材の金型整備をするとなると、その難易度の高さからトライ&チェックの回数も必然的に多くなると思われます。
<金型整備の大まかな流れ>
- …超ハイテン材料をプレスして製品狙い形状に対しての差をゲージで測定
- …差の値から金型を溶接で肉盛りする
- …余分な肉盛り部を削って、寸法見込み分上型と下型で加工、調整する
この手順をぐるぐる回して少しづつ良品に近づけていくのが金型整備です。
工程として自社内で出来ない工程があると、その都度外注することになると思います。
トライ&チェックによる金型修正で出る切粉の事を『金より高い鉄』と揶揄することもあるくらい時間・運搬・加工コストが重たいですが、丸順の場合全て同じ建屋の同じ部屋内で整備しているので、<プレス⇒溶接⇒切削⇒プレス>の手番を回す速度が非常に早く回せるのです。
こうした環境が世界発の冷間プレス加工による超ハイテン外板部品の量産を実現させたのだと感じました。
『出来るまでやるから出来る!!』の精神は私も好きです(笑)
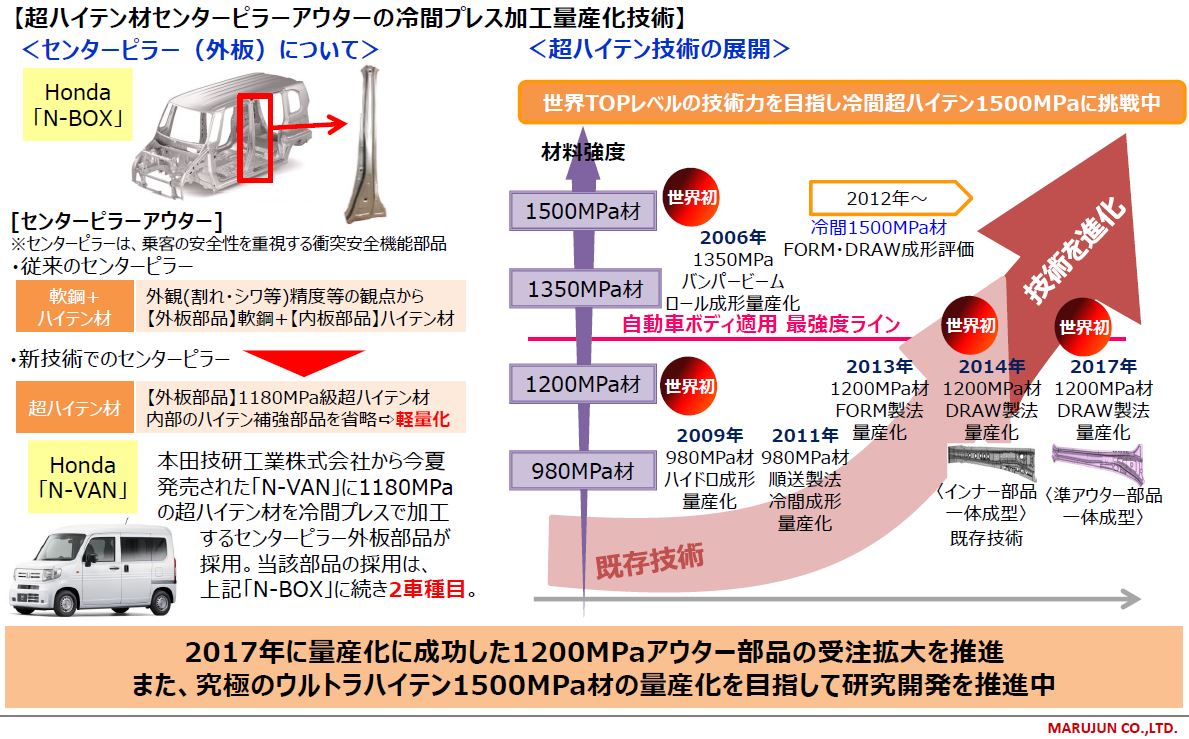
N-BOXに続き、N-VANでも採用されました。
※ホンダのN-VAN受注状況(18年7月12日発売)一か月(8月20日時点)ですでに半年分の受注が14000台分とのことで極めて売れ行き好調とのことです。
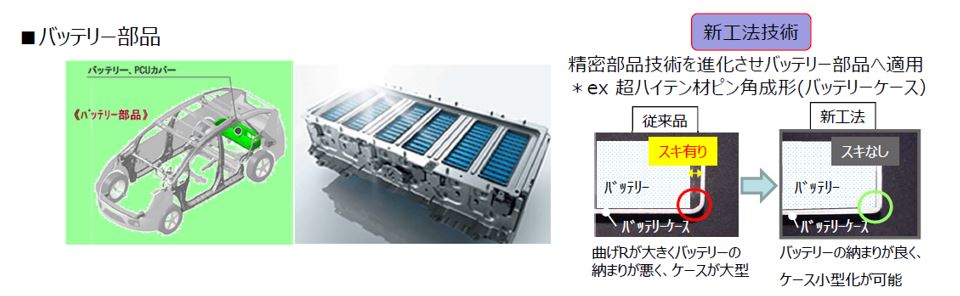
◆バッテリーケースの受注拡大が続く(EV関連事業)
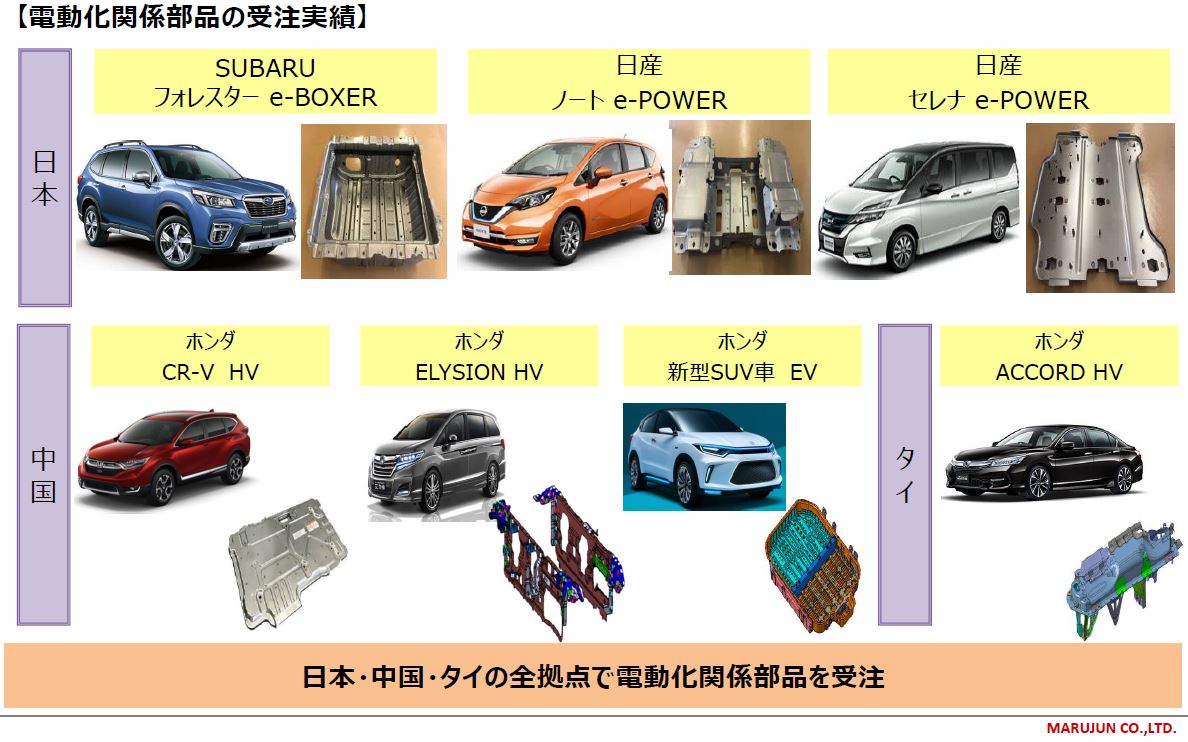
バッテリ―ケースについては、車種などからも推察していくと分かる方もいると思いますが、この案件はパナソニックからの受注を獲得しています。ホンダ向けはホンダからの受注です。特に今後中国が伸びるのは確実(詳しくはアイシン精機の記事https://double-growth.com/7259-aisin/を参照ください)であり、また、この電動化事業は本業よりも利益率が高いとの事なので増収増益が期待できます。
EV関連銘柄として丸順の認知はまだまだかと思います。
パナソニックがバッテリーケース案件を丸順に発注したのは、パナソニック社内にはハイテンでの冷間加工ノウハウが無いことがもっとも大きかったのではないかと思います。また、EV車はバッテリー自体がとても重くなるので少しでも軽くするためにハイテンの冷間プレス加工に長けている丸順に話が行ったのも非常に理解ができます。
このバッテリーケースを含む電動化事業は5か年で2倍の売上拡大の計画です。
ボディーも同様になりますが、バッテリーケースに関してもアルミ加工技術の研究を現状進めており、鉄とアルミなどの新世代の部品構成での製品化なども模索しているとのことでした。
中長期5か年ビジョンに対する本気度
丸順現代表である齊藤社長の尽力が本気度の高さを感じさせます。
齊藤社長は1983年高校卒業後19歳で丸順に入社して以来、現場で経験を積んで活躍(現場主義の技術者)し、40歳の時にはタイ・マルジュンの社長に就任、洪水で工場が流された際もその復興に尽力。2017年3月21日、これまで同社は創業家による経営だったが、初の現場たたき上げの斎藤社長にバトンタッチをして現在に至ります。
- 『丸順 齊藤 浩 社長に聞く 超ハイテンに力』日本産機新聞
http://nihonsanki-shimbun.com/180705interview-marujun/
↑※外部媒体のインタビュー記事
これによると24歳の時にシリンダ技術を活かした製品を開発し、科学技術庁長官賞を受賞ともあります。
東プレとの資本業務提携
- 東プレ株式会社との資本業務提携、第三者割当による新株式発行及び自己株式の処分(2017年5月25日)を発表
http://www.marujun.co.jp/pdf/2017/20170511h.pdf
代表就任してわずか2か月あまりの2017年5月に、東プレとの資本業務提携を行うなど、相当なスピード感と大胆かつ実行力を持っています
齊藤代表は現在54歳でエネルギーも愛社精神もあり、現場上がりの技術者という点で期待できると思います。
資本業務提携では大きなシナジーがお互いにあり、両社の経営に+で効くと思われます。
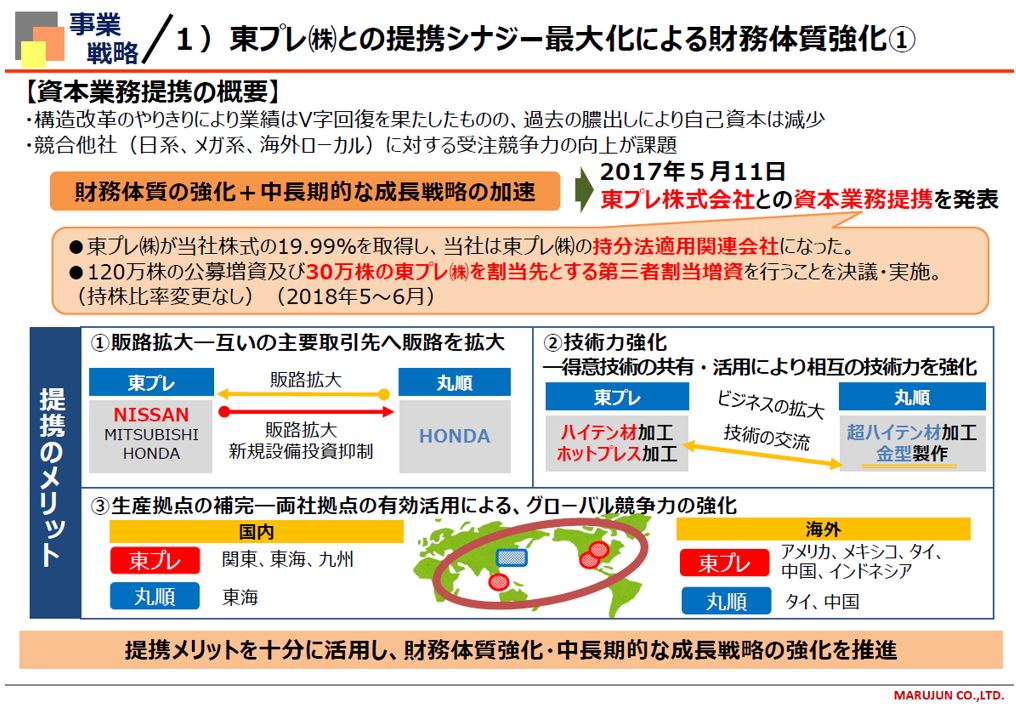
今期、提携により発生する売上見込みは30億円ですが、22年度目標としては100億円を目指しています。また、業務提携ではなく、『資本業務提携』なので、東プレとしても丸順が稼ぐことは東プレにとっても利益となることから良質な事業案件が流れてきやすいという安心感があります。
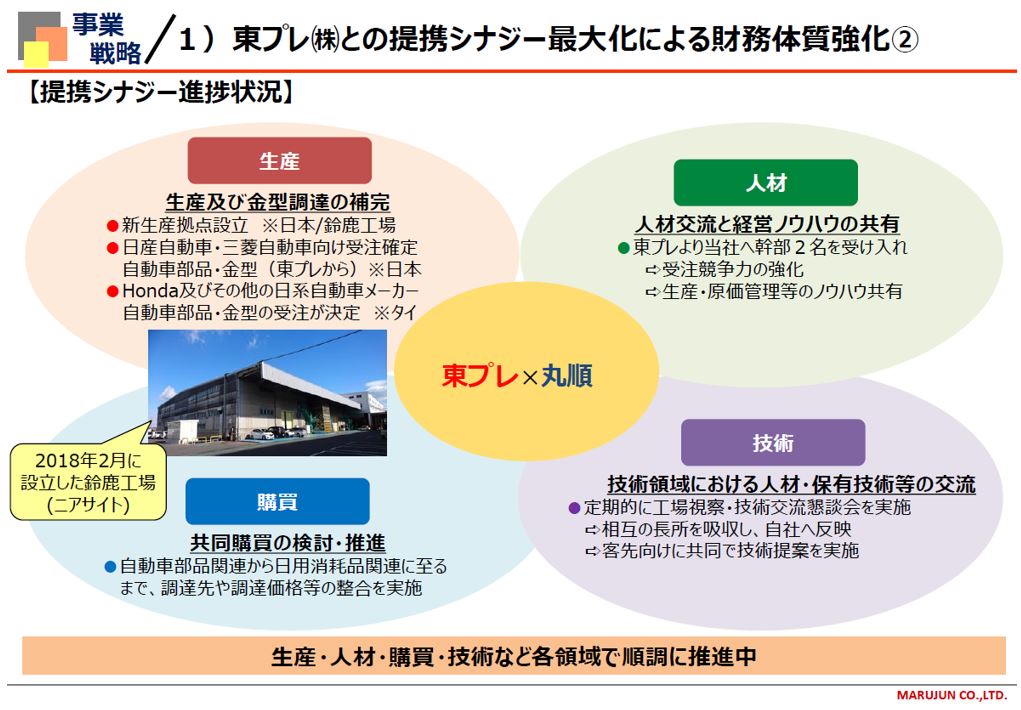
そしてホンダのお膝元である鈴鹿工場は過去の反省から賃借契約で借りており、ここでは荷姿の悪い製品のASSY(スポット溶接)をしてホンダに納入することでトラックの運搬費を下げる合理化活動が主になるとのことです。
運搬荷姿の合理化改善活動は思いのほか収益に大きく貢献したりするので侮れません。
丸順が持つ国内最大の生産拠点は岐阜県大垣市上石津にあり、ホンダの鈴鹿製作所(N-BOXシリーズの完成車組み立て工場)まで高速道路で70Km。
ASSYの完了した納品専用箱に詰めて10tトラックで運べる数を仮に1とした時、鈴鹿工場に部品だけ運搬した場合のトラック積載量は2~4あたりになるのではないかと推測しています。
完成品はそれだけ運搬時に空気を運んでいる(品質保持のために部品同士が接触せず、かつ振動で変形しないように出来ている専用仕様)のです。
積極的なIR活動
齊藤代表に代わってから前にも増してIR活動を積極的に行っており、好感が持てます。
- 17年7月 名証IRにブース出展
- 17年11月 個人投資家向けIRセミナー(SMBC日興証券岐阜支店)
- 18年2月 東洋証券株式会社本社にて会社説明会
- 18年4月 三菱UFJモルガン・スタンレー証券株式会社岐阜支店主催の会社説明会(※1)
- 18年5月 中長期5か年ビジョン・経営計画策定を開示(※2)
- 18年7月 名証IRエキスポ2018へブース出展×プレミアム説明会(会場で整理券入場)※3
→ IRブースでは社員を10名近く動員し、1180MPaセンターピラーの現物と強度別の板材5種類程度のサンプルを用意して説明する力の入れ具合
…と、このように齊藤代表と社員一同からは業績回復ではなく、業績成長させようという強い意志を強烈に感じた次第です。
特に資料としての下記PDFは同社を知る上で必読です。
(※1) 会社説明会資料http://www.marujun.co.jp/news/pdf/20180409.pdf
(※2) 5か年ビジョンhttp://www.marujun.co.jp/news/pdf/20180510_sya.pdf
(※3)プレミアム説明会 http://www.marujun.co.jp/news/pdf/20180720_expo.pdf
一目見ればどれだけ会社として伝えたいことが山ほどあるのかというくらいの熱量を感じることができます。
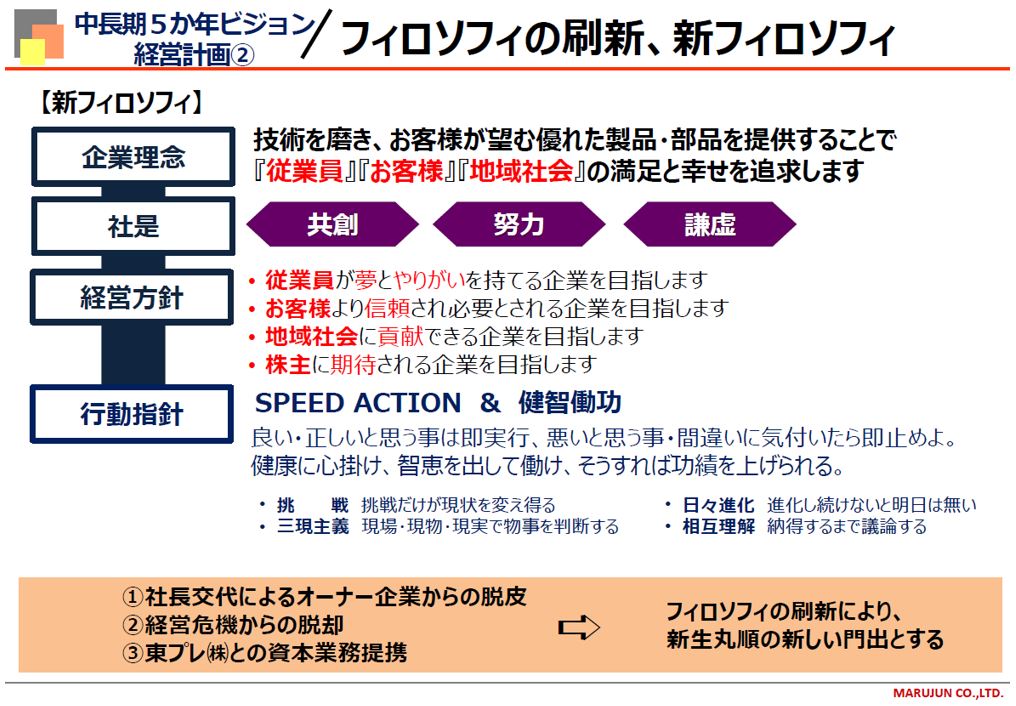
上記の社是やフィロソフィも斎藤代表からトップダウンで動かしているものであり、本社や工場のいたるところに貼ってあり、意欲の強さを感じました。
現在会社は過渡期にあるので、ここで人材の部分をビシっと斎藤代表の色に染められるか楽しみです。
丸順(3422)の投資指標
※2018/9/5現在
終値 852円
時価総額 101億円
※19年3月期会社予想
売上 480億円
営業利益 42億円
経常利益 35億円
純利益 22億円
今期末配当 3円
配当利回 0.35%
PER 4.58
PBR 1.34
ROE 29.2%
自己資本比率 13.4%
※今期末、5年ぶりに復配を予定!
ホンダの自動車販売動向(日本)
売上の約7割がホンダなので、最後に直近動向について簡単に触れておきます。
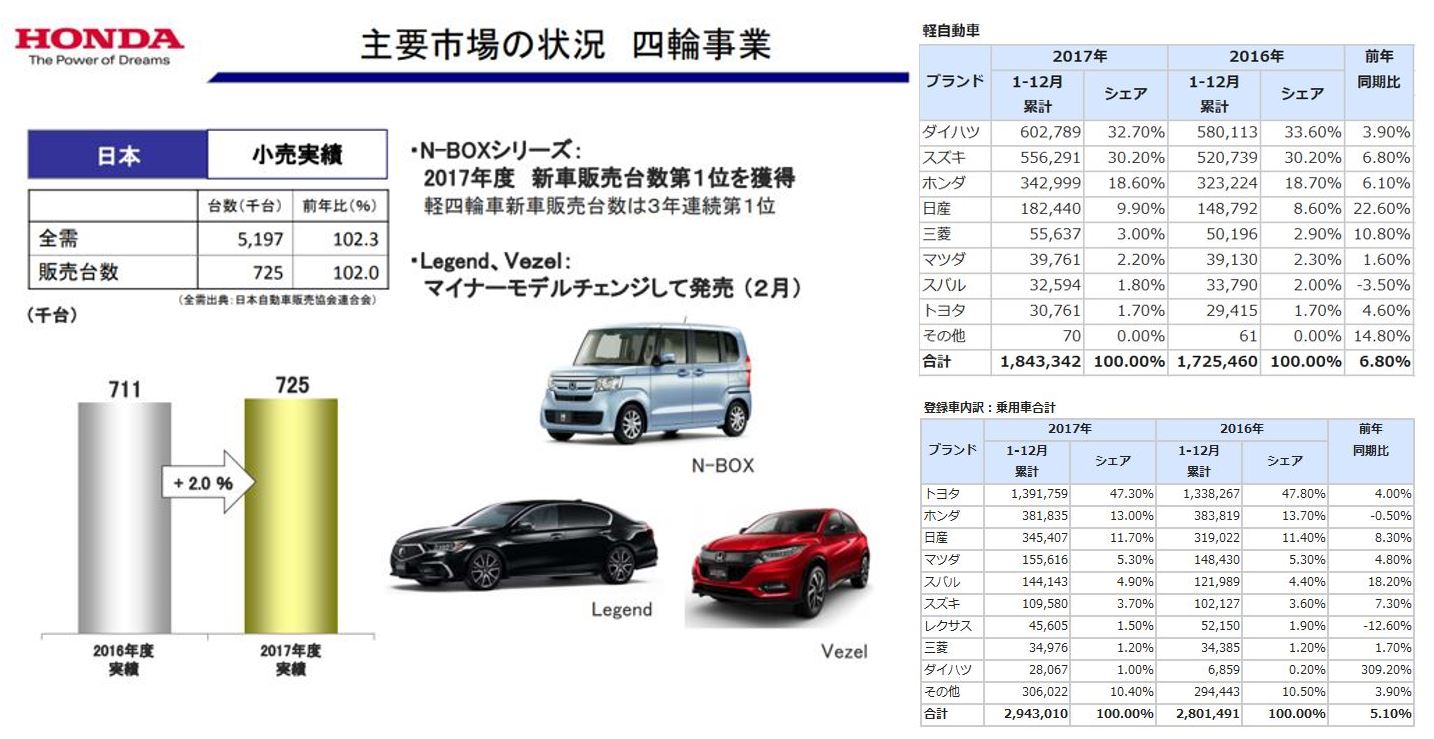
<17年のホンダの国内販売に占めるシェア率>
- 軽自動車の国内シェア率は18.6%で三位
- 乗用車 の国内シェア率は13.7%で二位
ホンダの自動車販売動向(中国)
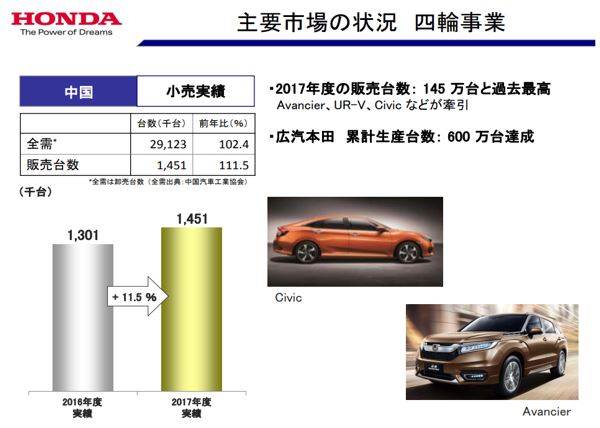
ホンダの中国拠点完成車工場は3拠点ありますが、中国国内向けの工場広州と武漢の二拠点
この2拠点の近隣で丸順の現地工場もあり、生産活動をしている
<ホンダ車販売TOP4(中国向け18年3月期)>
1位 シビック⇒17万2千台
2位 CR-V⇒16万7千台
3位 ACCORD⇒16万5千台
4位 XR-V⇒16万1千台
⇒販売台数は前年比2桁成長
⇒中国の現地生産能力が需要に追い付いていない
⇒19年前半にホンダは第三工場(武漢)に12万台の増産の設備投資を予定
⇒広州は生産能力増強の余地はあるが、現在は販売数量の動向を様子見
- 2017年電動化元年として、2025年までに電動化車種を20車種以上のラインナップ用意する計画をしている
⇒中国に完成車を日本から送ることはない(規制や関税の絡み、部品は送っている)
⇒NEV規制対応車を新規で順次増やしていき、今後も販売台数の二桁成長伸びを今後も狙っていく
というのが現在のホンダの動向であり、概ね良好であると判断しました
あとがき
経営が傾き、あわや倒産という状況から、よくぞ短期間でここまで来たと驚いてしまいました(笑)
同社の一番の強み、丸順の根幹を支えているのはやはり『匠の技』に他ならないでしょう。
今後、傷んだ自己資本を中長期経営計画に沿って予定通り修復していければ、同社の市場からの評価にも変化が生まれるのではないか?と個人的に思っています。
中期計画の開示に「上位市場へのチャレンジを含めた積極的な資本政策を実施」とあり、現在名証二部の同社ですが、社長がIRに積極的なこともあり東証への指定替えも今後出てくるのではないかと予想しています。
今後の同社の活躍を楽しみにしています