6157 日進工具 「つくる」の先をつくるー小径エンドミルがもたらした高成長 レポートby相川伸夫
日進工具という会社は超硬小径エンドミル(6mm以下)で国内シェアトップであり、2018年3月期には過去最高益かつ営業利益率27.5%と、『機械』セクターの中でもトップクラスの高収益企業です。
競合企業にはOSG、三菱日立ツール、ユニオンツールなどがあります。
創業は1954年、同社の物語として大きな変革が起こったのは、後藤勇前会長が1991年に代表に就任してからでした。
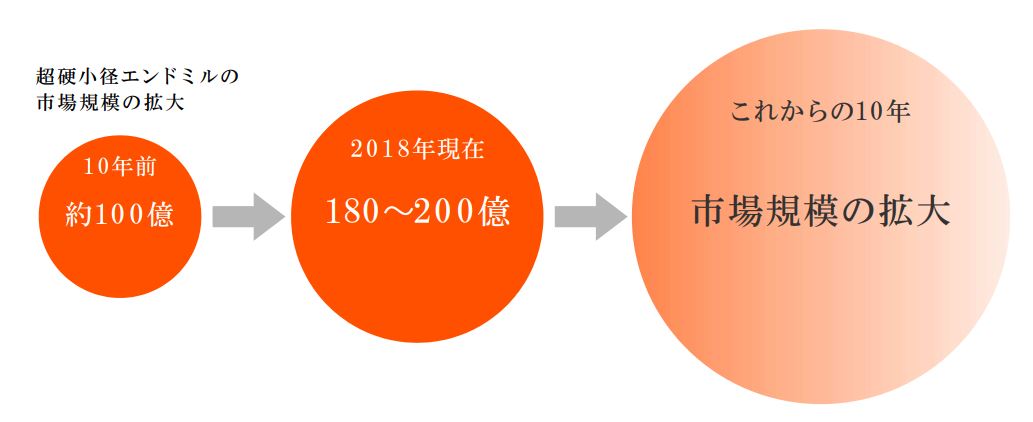
売上高より借入金残高が多かった苦しい経営を見事に立て直し、超硬小径エンドミルという当時は市場規模も50億(現在は200億程度)と大変ニッチな市場の最先端を切り拓くことを決意して選択と集中を繰り返し、2004年には無借金経営でのジャスダック上場!
その後2008年のリーマンショックで需要激減、2011年の東日本大震災では国内唯一の生産工場である仙台工場が被災するも上場後一度も赤字に転落することなく、2013年に甥の後藤弘治氏に社長の座を譲りました。
 ※出典…日進工具のニッチトップ戦略より (著…日進工具前会長 後藤勇氏)
※出典…日進工具のニッチトップ戦略より (著…日進工具前会長 後藤勇氏)
そして、後藤弘治現社長によりブランドイメージ強化としてHPやロゴデザインを刷新し、営業力アップと認知度向上の狙いもあり2017年3月に東証2部へ昇格、その後1部へとわずか半年のスピード昇格を果たす&前期最高益と順風満帆な同社について紹介したいと思います。
同社についての魅力を語るにあたり、まずは下記動画をご参照ください
・日進工具 「つくる」 の先をつくる(1:56)※2016/11/13 公開
・日進工具の強み(2:39)※2018/04/27 公開
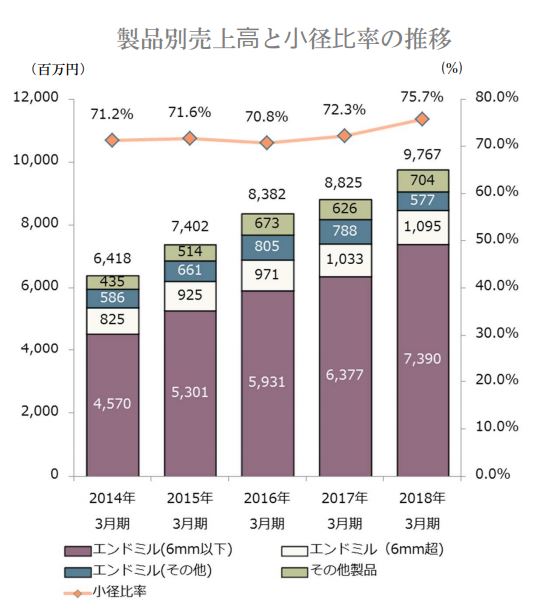
同社は売上のほぼすべてが自社で製作したエンドミルであり、また売上の75.7%、利益の過半が小径エンドミルでの稼ぎなので、ここにスポットを当てて話をしていきます。
超硬小径エンドミルとはなにか?
 エンドミルの現物を見たことが無いという人がおそらく90%以上と思います。
エンドミルの現物を見たことが無いという人がおそらく90%以上と思います。
『穴をあける』のがドリルであり、エンドミルとは『溝や外形形状を削る』手では扱わない機械専用刃具です。
刃具なので、切れ味が低下して来ると仕上がり品質も低下してしまうので新品に交換します。よって消耗品の製造販売事業です。
エンドミルが無ければ現在のあらゆる生活は成り立たないと言えるほどに産業と密接に関係している刃具なのです。
その中でも現在、日進工具が得意としているのは3mm以下の超精密加工用のエンドミルであり、刃先径が0.01mmほど(髪の毛の10分の1ほど)の刃具もあり、ハイエンド領域での製品展開が他社との差別化になります。
冒頭の動画をご覧になった方の中には『エンドミルなんて単なる切削工具の一つなんだから、そんな大げさな。』と思われた方もいる事でしょう。
しかし、同社はこの『超硬小径エンドミル』において世界最先端を切り拓いてきた企業であり、同社の製品なくして今日のスマホや医療器具のここまでの高機能化はなかったかもしれません。
なぜなら…
・長寿命化のための硬い金型を削るためにはそれに耐えうる刃具が必要
・つるつるの触り心地の樹脂部品を大量に作るには金型がつるつるに出来る刃具が必要
・金属以上の硬さを持つセラミックなどを加工するならダイヤモンド級の硬度の刃具が必要
売上高100億円以下、連結従業員数300人強の会社が日本のモノづくりの一端を支えているのです。日本の高精密な技術が世界の産業で活躍するのは【優れた職人×高精密な機械×その領域を測定できる検査器具】の全てがそろわなければなりません。
『弘法、筆を選ばず』の領域の外にあるのが超精密加工・微細加工の領域なのです。
※参考 <一般的な加工における難易度について>
・加工難易度は加工物の硬度に比例する(先ほどから出ている『超硬』とは、超硬質合金の事)
・加工物は一般的な標準サイズから小さくなるほど、また大きくなるほど難易度は上がる(取り扱い難易度)
・刃具は刃先が薄すぎ(欠ける)ても厚すぎ(切れない)てもいけなく、またねじれ角による刃の当たり方やそれによる切粉の排出性なども刃具性能に密接に関係する技術領域
・ミクロン(1mmの1000分の1 単位μm)の世界に入ると難易度はとたんに跳ね上がる(日進工具が得意とするのはこの領域)
↑※機械精度+温度変化+検査精度+研削精度+素材精度=完成品精度になるから(もちろんこれ以外にも振動とかの要素などあらゆるものが影響する)
例)1000個同じエンドミルを作るとして、刃先径を2ミクロンのバラツキに抑えるためには、1ミクロン以下の位置制御ができる機械で素材を保持し、温度変化を厳格に調整(限りなく0)し、検査は1ミクロン以下を保証できる機器を使い、研削砥石の振れと加工による素材振れを1ミクロン以下にし、素材の真円度を限りなく0にしたときにやっと出来上がる精度
…同社は1986年当時、放電加工でしか加工出来なかった樹脂用金型を「エンドミルで加工出来たらもっと早く金型が作れるのに…」という顧客のニーズから『超硬ソリッド深リブエンドミル』の開発に成功しました(1980年から研究開発)。これにより金型加工速度は従来の放電加工の10倍で加工できるようになり、その後に続くあらゆる製品の小型化、薄型化、微細化のニーズに対して経営資源を振り向けていく契機となりました。
現在では日進工具の刃具が無ければ生産が止まってしまう会社もあるほどです。
小径エンドミルはどこで使われているのか?
日進工具の小径エンドミルの8割は金型向けであり、2割は部品加工とのことです。
樹脂成型金型の細部の仕上げや表面の磨き、スマホの部品金型やコピー機関連、カメラのレンズ、精密樹脂歯車の金型でも使われています。
近年、特に日進工具の業績が急伸しているのは同社が以前から見越していた通り、市場のあらゆる産業製品の高精度化、高集積化による小径エンドミルの需要増加の影響が大きいです。
自動車に関してもセンサーやカメラなど、昔は車に使われていなかったものが使われるようになったり、スマホに搭載される樹脂部品(カメラモジュール等)も高精度、高品質が要求されるようになった事なども小径エンドミルの市場規模が成長している要因です。
また、金型の材質も長寿命化が期待できる高硬度の金属に変わったことや、金型を高精度で作り込むために焼き入れ後のカチカチの硬い金属を削るようになったことも超硬小径エンドミルの売上に貢献しています。
他にもLED化する家電やPC、内視鏡や検査機器、航空・宇宙関連のセンサーや電子部品などの金型などでも使われています。
 日々新しい刃具を開発するにあたり、機械メーカーとも共同での商品開発に取り組んでいます。刃具メーカーである日進工具側に共同開発をするメリットがあるのはもちろんですが、機械メーカー側は何を目的としているのでしょうか?機械を使用するユーザーはより長寿命で高品質、かつ低コストな刃具を求めます。その刃具を最適に扱える機械設計と機械調整を研究すべく共同開発をしているのです。
日々新しい刃具を開発するにあたり、機械メーカーとも共同での商品開発に取り組んでいます。刃具メーカーである日進工具側に共同開発をするメリットがあるのはもちろんですが、機械メーカー側は何を目的としているのでしょうか?機械を使用するユーザーはより長寿命で高品質、かつ低コストな刃具を求めます。その刃具を最適に扱える機械設計と機械調整を研究すべく共同開発をしているのです。
例えば、同じ被削材を同じ速度で削るとした場合、刃具が摩耗して仕上がり品質が低下するまでの時間が…
A…1時間で摩耗…1本3千円の刃具
B…10時間で摩耗…1本3万円の刃具
どちらも一見、大した違いがないように感じるかもしれませんね。
しかし、AとBには違いが大有りです
この場合優れているのは断然Bです!!
なぜなら、摩耗した刃具を交換する段取りの時間とその工数分はロスでしかなく、また加工中に段取りをしてしまうということは精度がズレるリスクがとても高まる事でもあるからです。精密加工を要する機械加工はプログラムで動く自動機が現在の主流であり、一度スタートさせたら出来るかぎり長時間動かしたいので、刃具交換はロスでしかないのです。
機械メーカーとしても、自社の機械加工における効率アップに刃具の進化は欠かせません。
こうして研究開発を共同でする=日進工具の刃具を日常使用⇒機械メーカーが加工機械を顧客に販売した時には「日進工具の刃具で最適化しています。」と解説する。
これは自然な流れの一つであり、競合が大手企業にも関わらず同社が小径エンドミルというニッチな分野でのTOPである背景の一つなのではないでしょうか?
自動化による高効率な生産能力
日進工具の小径エンドミルは仙台工場で全て製造しています。
 2012年の仙台工場の人員は当時106名であり、2018年現在107名。1名しか増えていません。
2012年の仙台工場の人員は当時106名であり、2018年現在107名。1名しか増えていません。
しかし、売上は1.7倍以上に増収しています。
これは、いったいどういうことでしょうか?
同社は生産性向上の為に、自動材料供給、自動刃径検査などの整備を毎年進め、現在では複数台の機械を一人の人員で回すことが可能になったとのことです。
また、機械に何かトラブルが起こったらその1台だけが異常を検知して停止し、他の機械には影響が及ばない仕様になっているとともに、刃径を自動で検査しながら運転し、基準から外れそうになった場合は機械にフィードバックさせて補正加工する仕組みになっているので不良もほとんど出ないとの事でさらに驚きました。
それでもまだまだ原価低減と生産効率のアップの余地はあるとのことで、頼もしいばかりです。
工場に隣接している土地は写真で見る限りでもかなりの広さであり、今後も柔軟な経営戦略に利用できる余地はあると伺えます。
超硬刃具の次のステージへの進出
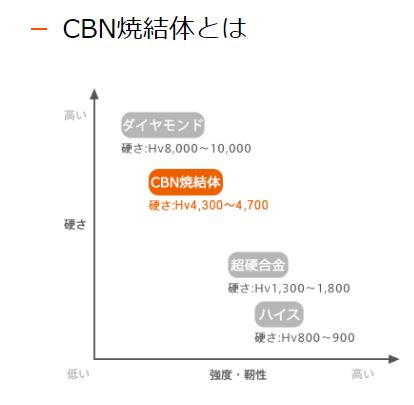
CBN(Cubic Boron Nitride/立方晶窒化硼素)焼結体は、ダイヤモンドの次に硬く、超硬合金と比較して約3倍の硬さを持ち、更に耐熱性・熱伝導性も極めて高い工具材料です。切削負荷の少ない仕上げ加工においてはCBNの硬さ、耐熱性の優位性により工具磨耗を抑え驚異的な工具寿命が得られ、特に高硬度材の加工に適しています。
CBN工具一例


CBN工具のエンドミルは高硬度材の長時間仕上げ加工に用いられます。
既に販売しているPCD(ダイヤモンド焼結体)は、まだ導入企業は少ないながらも、焼き入れ鋼から超硬合金などの硬脆材まで”ツルツル・すべすべ・ピカピカ”な加工面を実現するナノレベルの仕上げ品位を得ることを目的としたラインナップです。
PCD工具一例
 エンドミルでの鏡面加工は初めて見たのでこれには大変驚きました。
エンドミルでの鏡面加工は初めて見たのでこれには大変驚きました。
ちなみに超精密加工の領域では、日本メーカーが製造している精密加工向けの機械で無いとこのランクの刃具は扱いきれません。
回転数も数万回転/分というすさまじいものになります。
PCD工具による鏡面加工の需要は、今後活発になっていくとの確信があるようです。
日進工具が高収益企業な理由
これまでの話を整理すると以下のようになります。
①…小径エンドミルの市場規模が200億円と小さく、研究開発と専用設備が必要(参入に対して費用対効果が薄い=参入障壁が高い)
②…価格競争で戦わずに顧客のニーズの刃具製作、提供に努めた(ハイエンド領域がターゲット)
③…製品が小型なために輸送及び在庫保管コストを低く抑えられる
④…超精密加工に特化したことで高付加価値をつけることができた(真似できない領域の製品は高値で売れる)
⑤…自社開発工具研削盤での生産自動化を中心とした生産性向上による原価低減の努力
⑥…超硬以上の高能率・高品質加工が可能なCBN工具、PCD工具の開発
主にはこうした理由、そしてたゆまぬ企業努力によって機械セクターにおいて27.5%の営業利益率(業種平均利益率7%程度)を稼ぐに至ったのです!
今後も世界的に超精密・微細加工のニーズは医療・電子・自動車・情報などのあらゆる分野で高まることでしょう。
そして同社のエンドミルがそうした最先端の日本のモノづくりの一端を今後も担っていくのではないかと思います。
日本のモノづくりがこれからも世界一だと誇れるように、今後も応援したい企業だと思います。
日進工具(6157)の投資指標
※2018/7/25現在
終値 2921円
時価総額 365億円
※19年3月期会社予想
売上 105.2億円
営業利益 27.5億円
経常利益 27.8億円
純利益 19.1億円
配当 45.0 円
配当利回 1.5%
PER 18.2
PBR 3.0
ROE 15.9%
自己資本比率83.0%
最後に、今は亡き前会長(後藤勇氏)による工場詳細と会社説明について語っている動画を載せておきます
・日進工具(株) 会社紹介~超硬小径エンドミルのリーディングカンパニー(8:24)※2014/08/04公開
後藤勇前会長は国内4工場を仙台工場にすべて集約し、小径エンドミルに全てのリソースを集中させ、苦しかった経営を見事立て直し、リーマンショックでも従業員を一人も切らずに赤字を回避し、東日本大震災で仙台工場が被災したときも事前に在庫を2か月以上持っておくという対策の甲斐あり、復旧までこの困難を乗り切ったという多大な成果を残した偉大な経営者であります。
企業の一番上に立つ人間ほど学ぶ姿勢と手本にならねばならぬとの考えから2002年から4年掛けて社長を務めながら工学博士を取得するなどの高い人間力もうかがえます。
興味のある方はぜひ一度ご一読ください。大変多くの気付きが得られました。